YHTEENVETO
Kokoonpanolinjan tasapainottaminen on tuotantostrategia, jossa asetetaan aiottu tuotantonopeus tietyn tuotteen tuottamiseksi tietyssä ajassa. Kokoonpanolinja on myös suunniteltava tehokkaasti, ja tehtävät on jaettava työntekijöiden, koneiden ja työasemien kesken varmistaen, että tuotantoprosessin kaikki linjasegmentit voidaan täyttää aikataulun ja käytettävissä olevan tuotantokapasiteetin puitteissa. Kokoonpanolinjan tasapainottaminen voidaan määritellä myös siten, että kokoonpanolinjan kuhunkin toimintoon osoitetaan oikea määrä työntekijöitä tai koneita, jotta vaadittu tuotantonopeus saavutetaan mahdollisimman pienellä tai olemattomalla ihanteellisella ajalla.
Kokoonpanolinjan tasapainottamisen varsinainen tarkoitus on jakaa työmäärät kullekin määritetylle työasemalle siten, että jokaisella työasemalla on suunnilleen saman verran tehtävää työtä.
Kokoonpanolinjan tasapainottamisen edut organisaatiossa.
- Prosessin tehokkuuden parantuminen
- Tuotantonopeuden kasvu
- Kokonaiskäsittelyajan lyheneminen
- Ideaaliajan minimointi tai nollaaminen
- Potentiaalinen voiton kasvu ja kustannusten pieneneminen
KOKOONTUMISLINJAPROBLEMI
Obgelma: Alla oleva tuote tehtaassa kokoonpannaan kokoonpanolinjastolla. Prosessi on järjestettävä uudelleen, jotta löydetään tasapaino, joka minimoi työpisteen läpimenoajan.
YHTEENVETOLINJA
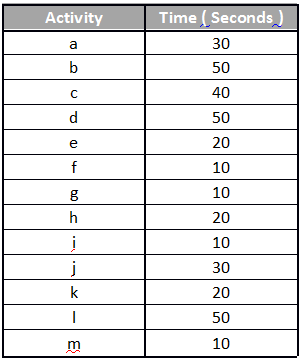
Alhaalla on kokoonpanolinja, jossa on luettelo 13 toiminnosta, jotka on suoritettava tuotteen valmistamiseksi. Kunkin toiminnon tuottamiseen kuluva todellinen aika on seuraava.
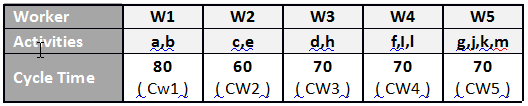
Kokoonpanolinjalla on 5 työntekijää (työpistettä), jotka on sijoitettu linjalle seuraavasti, jossa ei sallita takautumista.

Tuotantoryhmän kullekin työasemalle osoittamat toiminnot ovat seuraavat.

TYÖPAIKKOJEN LUKUMÄÄRÄ:
TYÖPAIKKOJEN LUKUMÄÄRÄ (n) = 5
KOKONAISMÄÄRÄINEN KÄSITTELYAIKA
Tp = ? Kaikkien toimintojen käsittelyaika
Tp = 30 + 50 + 40 + 50 + 20 + 20 +10 +10 + 10 + 10 + 20 + 30 + 50 + 10
Tp = 350 sekuntia
JOKAISEN TYÖPISTEEN KIERTOAIKA
YKSITTÄINEN TYÖPAIKKA
KOKONAISKOKOONTUMISLINJAN KOONTIOLIINAN KOONTIOLIINAN TYÖPISTEEN KOONTIOLIINAN TYÖPISTEEN KOONTIOLIIKENNEAIKA
Kokoontumisaika vastaa yksittäisten työpisteiden työaikojen maksimiaikaa.
CL = Maksimi (CW1, CW2, CW3, CW4, CW5)
CL = Maksimi (80, 60, 70, 70, 70, 70)
CL = 80 sekuntia
TASAPainoviive
Tasapainoviive ilmaisee kokoonpanolinjan ihanteellisen ajan.
Tasapainoviive (DL) = (nCL – Tp)/ nCL X 100
DL = / X 100
DL = 12,5 %
Tuotantonopeus
Edellyttäen, että tuotanto tapahtuu 24 tuntia kolmessa vuorossa, joista kukin kestää 8 tuntia.
Tuotantonopeus (PL) = Käytettävissä oleva aika / jaksoaika
PL = (24 X 60 X 60)/ 80
PL = 1 080 yksikköä
Siten nykyisellä kokoonpanolinjalla voidaan valmistaa 1080 yksikköä päivässä.
UUDELLEENJÄRJESTELY PAREMMAN TASAPAINON SAAVUTTAMISEKSI
Työpisteiden kokonaismäärä ( n ) = 5
Kokonaiskäsittelyaika ( Tp ) = 350 sekuntia
Keskimääräinen aika työpisteittäin = Tp/ n = 350/5 = 70 sekuntia
Tehdään seuraavat uudelleenjärjestelyt, jotta jokaiselle työpisteelle voidaan varata 70 sekuntia.
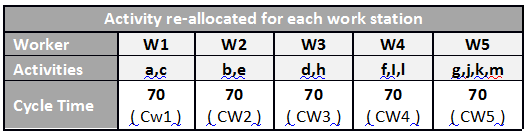
ASENNUSLINJAN KIERTOAIKA (CL) = 70 sekuntia
Tasapainoviive (DL) = 0, Tasapainoviive on nolla.
Tuotantonopeus
Tuotantonopeus (PL) = Käytettävissä oleva aika / sykliaika
PL = (24 X 60 X 60)/ 70
PL = 1234 yksikköä
Siten uudella kokoonpanolinjalla voidaan valmistaa 1234 yksikköä päivässä.
Tuotannon lisäys = 1234 – 1080 = 151 yksikköä.
Tuotannon prosentuaalinen lisäys = (151/ 1080) X 100 = 14 %
YHTEENVETO
Yllä olevassa esimerkissä voitiin selvästi ymmärtää, että toimintojen ja tehtävien asianmukaisella järjestämisellä ja jakamisella yksittäisille työpisteille kokoonpanossa voitiin tuotantoa lisätä 14 %. Valmistavassa teollisuudessa on aina tarpeen järjestää toiminnot uudelleen yksittäisten työpisteiden perusteella, jotta kokonaiskäsittelyaika voidaan optimoida ja työpanos – hyvin tasapainossa, mikä johtaa optimaaliseen tuotantotasoon.