INDLEDNING
Balancering af samlebånd er en produktionsstrategi, der fastsætter en bestemt produktionshastighed for at fremstille et bestemt produkt inden for en bestemt tidsramme. Samlebåndet skal også udformes effektivt, og opgaverne skal fordeles mellem medarbejdere, maskiner og arbejdsstationer for at sikre, at alle linjesegmenter i produktionsprocessen kan opfyldes inden for tidsrammen og den tilgængelige produktionskapacitet. Balancering af samlebånd kan også defineres som tildeling af det rette antal arbejdere eller maskiner til de enkelte operationer i et samlebånd for at opfylde den krævede produktionshastighed med minimal eller ingen ideel tid.
Det egentlige formål med balancering af samlebånd er at tildele arbejdsbyrden til hver enkelt arbejdsstation på en sådan måde, at hver arbejdsstation har omtrent den samme mængde arbejde, der skal udføres.
Fordele ved balancering af samlebånd i organisationen.
- Forbedret proceseffektivitet
- Øget produktionshastighed
- Forkortet samlet behandlingstid
- Minimal eller nul ideel tid
- Potentiel stigning i overskuddet og fald i omkostningerne
ASSEMBLY LINE PROBLEM
Problem: Nedenstående produkt i en fabrik samles i et samlebånd. Denne proces skal omlægges for at finde en balance, der minimerer arbejdsstationens cyklustid.
EKSISTERENDE MONTERINGSLINJE
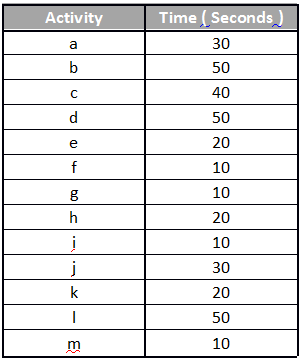
Nedenfor er en samlebåndslinje med en liste over de 13 aktiviteter, der skal udføres for at fremstille et produkt. Den faktiske tid, der er nødvendig for at producere hver af disse aktiviteter, er som følger:
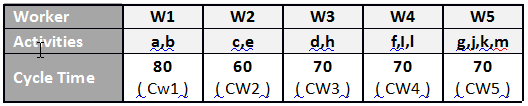
Samlebåndet har 5 arbejdere (arbejdsstationer), der er placeret på linjen som følger, og hvor det ikke er tilladt at følge med tilbage.

De aktiviteter, som produktionsholdet har tildelt hver arbejdsstation, er som følger:

Antal arbejdsstationer:
Antal arbejdsstationer (n) = 5
TOTAL PROCESSING TIME
Tp = ? Behandlingstid for alle aktiviteter
Tp = 30 + 50 + 40 + 50 + 20 + 20 + 20 + 10 + 10 + 10 + 20 + 30 + 50 + 10
Tp = 350 sekunder
CYKLUSTID FOR DEN enkelte arbejdsstation
CYKLUSTID FOR MONTERINGSLINJE
Cykletiden for samlebåndet er den maksimale tid for de enkelte arbejdsstationer.
CL = maksimum (CW1, CW2, CW3, CW4, CW5)
CL = maksimum (80, 60, 70, 70, 70, 70)
CL = 80 sekunder
BALANCEFORSINKELSE
Balanceforsinkelse
Balanceforsinkelse angiver den ideelle tid på samlebåndet.
Balanceforsinkelse (DL) = (nCL – Tp)/ nCL X 100
DL = / X 100
DL = 12,5 %
PRODUKTIONSHURTIGHED
Antaget at produktionen sker 24 timer i 3 skift på hver 8 timer.
Produktionshastighed (PL) = Tilgængelig tid / cyklustid
PL = (24 X 60 X 60)/80
PL = 1080 enheder
Dermed kan der med den eksisterende samlebåndslinje produceres 1080 enheder om dagen.
Omlægning for bedre balance
Total antal arbejdsstationer ( n ) = 5
Total behandlingstid ( Tp ) = 350 sekunder
Gennemsnitlig tid pr. arbejdsstation = Tp/ n = 350/5 = 70 sekunder
Følgende omlægning blev foretaget, således at hver station kunne få tildelt 70 sekunder.
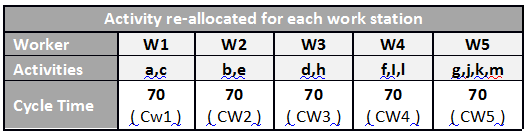
CYKELTID FOR MONTERINGSLINJEN (CL) = 70 Sekunder
BALANCERET FORSINKELSE (DL) = 0, Balanceforsinkelse er nul.
Produktionshastighed
Produktionshastighed (PL) = Tilgængelig tid / Cyklustid
PL = (24 X 60 X 60)/ 70
PL = 1.234 enheder
Dermed kan der med den nye samlebåndslinje produceres 1234 enheder pr. dag.
Produktionsstigning = 1234 – 1080 = 151 enheder.
Procentvis stigning i produktionen = (151/ 1080) X 100 = 14%
KONKLUSION
I ovenstående eksempel kan vi klart forstå, at vi med en korrekt indretning og fordeling af aktiviteter og opgaver på de enkelte arbejdsstationer i samlingen kan øge produktionen med 14%. I fremstillingsindustrien er det altid nødvendigt at omarrangere aktiviteterne baseret på de enkelte arbejdsstationer, så den samlede behandlingstid kan optimeres og indsatsen – velafbalanceret, hvilket fører til et optimalt produktionsniveau.