INLEDNING
Balansering av monteringsband är en produktionsstrategi som fastställer en avsedd produktionstakt för att producera en viss produkt inom en viss tidsram. Dessutom måste monteringslinjen utformas på ett effektivt sätt och uppgifterna måste fördelas mellan arbetstagare, maskiner och arbetsstationer för att säkerställa att varje linjesegment i produktionsprocessen kan uppfyllas inom tidsramen och den tillgängliga produktionskapaciteten. Balansering av monteringslinjen kan också definieras som att tilldela rätt antal arbetare eller maskiner för varje arbetsmoment i en monteringslinje så att den erforderliga produktionshastigheten kan uppnås med minimal eller noll idealtid.
Det egentliga syftet med balansering av linjen är att tilldela arbetsuppgifter till varje tilldelad arbetsstation på ett sätt som gör att varje arbetsstation har ungefär samma mängd arbete som ska utföras.
Fördelar med balansering av monteringsband i organisationen.
- Förbättrad processeffektivitet
- Ökat produktionstempo
- Förkortad total bearbetningstid
- Minimal eller noll idealtid
- Potentiell ökning av vinsten och minskning av kostnaderna
ASSEMBLINGSLINJEPROBLEM
Problem: Nedanstående produkt i en fabrik monteras i en monteringslinje. Denna process måste omorganiseras för att hitta en balans som minimerar arbetsstationens cykeltid.
EXISTERANDE MONTERINGSLINJE
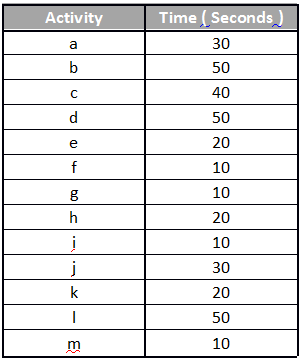
Nedan visas en monteringslina med en förteckning över de 13 aktiviteter som måste utföras för att tillverka en produkt. Den faktiska tiden som krävs för att producera varje aktivitet är följande.
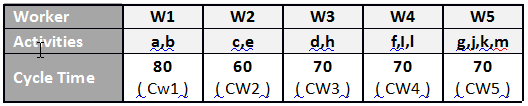
Samlingslinjen har 5 arbetare (arbetsstationer) som är stationerade på linjen enligt följande där backtracking inte är tillåtet.

De aktiviteter som produktionsteamet tilldelar varje arbetsstation är följande:

Antal arbetsstationer:
Antal arbetsstationer (n) = 5
TOTAL PROCESSTID
Tp = ? Behandlingstid för alla aktiviteter
Tp = 30 + 50 + 40 + 50 + 20 + 20 + 20 +10 +10 +10 + 10 + 20 + 30 + 50 + 10
Tp = 350 sekunder
CYKELTID FÖR VARJE ARBETSSTATION
CYKELTID FÖR MONTERINGSLINJEN
Cykeltid för monteringslinjen är maximalt den tid som de enskilda arbetsstationerna har.
CL = Maximalt (CW1, CW2, CW3, CW4, CW5)
CL = Maximalt (80, 60, 70, 70, 70, 70)
CL = 80 sekunder
BALANSFÖRLÅNGNING
Balansfördröjning anger den ideala tiden på monteringslinjen.
Balansfördröjning (DL) = (nCL – Tp)/ nCL X 100
DL = / X 100
DL = 12,5 %
PRODUKTIONSSÄTT
Antag att produktionen sker 24 timmar i tre skift om vardera 8 timmar.
Produktionshastighet (PL) = tillgänglig tid/cykeltid
PL = (24 X 60 X 60)/80
PL = 1080 enheter
Därmed kan man med befintlig monteringslinje producera 1080 enheter per dag.
Omläggning för bättre balans
Totalt antal arbetsstationer ( n ) = 5
Total bearbetningstid ( Tp ) = 350 sekunder
Genomsnittlig tid per arbetsstation = Tp/ n = 350/5 = 70 sekunder
Följande omläggning gjordes, så att varje station kunde tilldelas 70 sekunder.
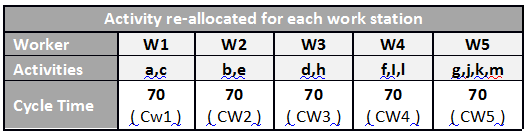
CYKELTID FÖR MONTERINGSLINJE (CL) = 70 sekunder
BALANSERAD FÖRLÅNGNING (DL) = 0, Balansfördröjningen är noll.
PRODUKTIONSSATS
Produktionssats (PL) = Tillgänglig tid/cykeltid
PL = (24 X 60 X 60)/ 70
PL = 1234 enheter
Därmed kan 1234 enheter produceras per dag med den nya monteringslinjen.
Produktionsökning = 1234 – 1080 = 151 enheter.
Procentuell produktionsökning = (151/ 1080) X 100 = 14%
KONKLUSION
I exemplet ovan kan vi tydligt förstå att med ett korrekt arrangemang och fördelning av aktiviteter och uppgifter på enskilda arbetsstationer i monteringen kan vi öka produktionen med 14%. I tillverkningsindustrin är det alltid nödvändigt att omorganisera aktiviteterna på enskilda arbetsstationer så att den totala bearbetningstiden kan optimeras och ansträngningarna balanseras väl, vilket leder till en optimal produktionsnivå.