BEVEZETÉS
A összeszerelőszalag-kiegyensúlyozás olyan termelési stratégia, amely egy adott termék adott időn belüli előállítása érdekében meghatározza a termelés tervezett ütemét. Emellett a szerelőszalagot hatékonyan kell megtervezni, és a feladatokat el kell osztani a dolgozók, a gépek és a munkaállomások között, biztosítva, hogy a gyártási folyamat minden egyes sorszegmense teljesíthető legyen az időkereten és a rendelkezésre álló termelési kapacitáson belül. A futószalag kiegyensúlyozása úgy is meghatározható, mint a megfelelő számú munkás vagy gép hozzárendelése a futószalag egyes műveleteihez, hogy a szükséges termelési sebességet minimális vagy nulla ideális idővel lehessen teljesíteni.
A futószalag kiegyensúlyozásának célja, hogy a munkaterheket úgy osszuk el az egyes kijelölt munkaállomásokhoz, hogy minden munkaállomáson megközelítőleg azonos mennyiségű munkát kelljen elvégezni.
A szerelőszalag-kiegyenlítés előnyei a szervezetben.
- Növeli a folyamat hatékonyságát
- Növeli a termelési sebességet
- csökkenti a teljes feldolgozási időt
- Minimális vagy nulla ideális idő
- Potenciális nyereségnövekedés és költségcsökkenés
ÖSSZESÍTŐSZALAG PROBLÉMA
Probléma: Az alábbi terméket egy gyárban összeszerelősoron szerelik össze. Ezt a folyamatot át kell szervezni, hogy olyan egyensúlyt találjunk, amely minimalizálja a munkaállomás ciklusidejét.
Létező összeszerelősor
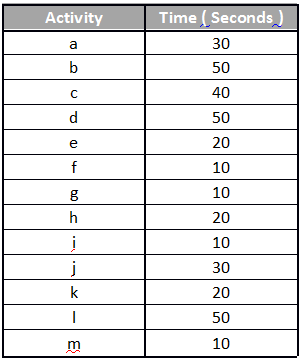
Az alábbiakban egy összeszerelősor mutatja a 13 tevékenység listáját, amelyet el kell végezni a termék előállításához. Az egyes tevékenységek előállításához szükséges tényleges idő az alábbiak szerint alakul.
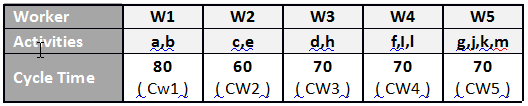
A szerelősoron 5 munkás (munkaállomás) van elhelyezve a soron az alábbiak szerint, ahol nem engedélyezett a visszakövetés.

A termelési csoport által az egyes munkaállomásokhoz rendelt tevékenységek a következők.

Munkahelyek száma:
Munkahelyek száma (n) = 5
TELJES FELDOLGOZÁSI IDŐ
Tp = ? Az összes tevékenység feldolgozási ideje
Tp = 30 + 50 + 40 + 50 + 20 + 20 +10 +10 + 10 + 10 + 20 + 30 + 50 + 10
Tp = 350 másodperc
Munkahelyenkénti ciklusidő
A szerelősor ciklusideje
A szerelősor ciklusideje az egyes munkaállomások maximális ideje.
CL = Maximális (CW1, CW2, CW3, CW4, CW5)
CL = Maximális (80, 60, 70, 70, 70, 70)
CL = 80 másodperc
BALANCE DELAY
Balance delay
A balance delay az ideális időt jelzi a szerelősoron.
Balance Delay (DL) = (nCL – Tp)/ nCL X 100
DL = / X 100
DL = 12,5%
PRODUCTION RATE
Tételezzük fel, hogy a termelés 24 órában történik 3, egyenként 8 órás műszakban.
Termelési ráta (PL) = rendelkezésre álló idő / ciklusidő
PL = (24 X 60 X 60)/ 80
PL = 1,080 egység
Azaz a meglévő szerelősorral 1080 egység gyártható naponta.
Átrendezés a jobb egyensúly érdekében
Munkaállomások száma ( n ) = 5
Teljes feldolgozási idő ( Tp ) = 350 másodperc
Munkaállomásonkénti átlagos idő = Tp/ n = 350/5 = 70 másodperc
Az alábbi átrendezést végeztük el, hogy minden állomáshoz 70 másodperc jusson.
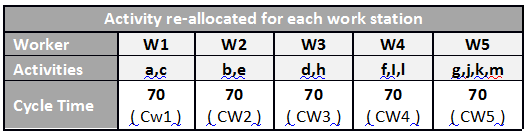
A szerelősor ciklusideje (CL) = 70 másodperc
BALANCED DELAY (DL) = 0, az egyensúlyi késleltetés nulla.
GYÁRTÁSI RÁTA
Gyártási ráta (PL) = rendelkezésre álló idő / ciklusidő
PL = (24 X 60 X 60)/ 70
PL = 1234 egység
Az új szerelősorral tehát 1234 egység gyártható naponta.
Gyártásnövekedés = 1234 – 1080 = 151 egység.
A termelés százalékos növekedése = (151/ 1080) X 100 = 14%
Összefoglalás
A fenti példából világosan megérthettük, hogy a tevékenységek és feladatok megfelelő elrendezésével és elosztásával az egyes munkaállomásokhoz az összeszerelésben 14%-kal növelhetjük a termelést. A gyártóiparban mindig szükség van az egyes munkaállomásokon alapuló tevékenységek újrarendezésére, hogy a teljes feldolgozási idő optimalizálható és az erőfeszítés – jól kiegyensúlyozott legyen, ami optimális termelési szinthez vezet.