Wat is Hydroforming Proces
Hydroforming werd eind jaren ’40 en begin jaren ’50 ontwikkeld om een kosteneffectief middel te verschaffen om vrij kleine hoeveelheden getrokken delen of delen met asymmetrische of onregelmatige contouren te produceren die zich niet voor het stempelen lenen. Vrijwel alle metalen die koud kunnen worden gevormd, kunnen worden gehydrovormd, met inbegrip van aluminium, messing, koolstof en roestvrij staal, koper, en legeringen met hoge sterkte.
Werkingsprincipe van Hydroforming Proces
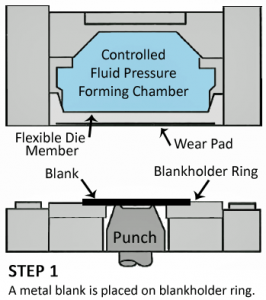
Een hydroforming pers werkt als het bovenste of vrouwelijke matrijselement. Deze bestaat uit een onder druk staande vormkamer van olie, een rubberen diafragma en een slijtplaat. Het onderste of mannelijke matrijselement, wordt vervangen door een stempel en een ring. De stempel is bevestigd aan een hydraulische zuiger, en de blenkhouder, of ring, die de stempel omringt.

Het hydroforming proces begint met het plaatsen van een metalen blenk op de ring. De pers wordt gesloten en de oliekamer wordt op het stuk metaal neergelaten. De vormkamer wordt onder druk gezet met olie terwijl de stempel door de ring en in de vormkamer wordt opgeheven. Aangezien het vrouwelijke deel van deze omvormmethode rubber is, wordt de blenk gevormd zonder de krassen die met stampen worden geassocieerd.

Het diafragma ondersteunt het gehele oppervlak van de blenk. Het vormt de blenk rond de stijgende stempel, en de blenk neemt de vorm van de stempel aan. Als de hydrovormcyclus is voltooid, wordt de druk in de vormkamer opgeheven en wordt de stempel teruggetrokken uit het afgewerkte deel.
