ハイドロフォーミングプロセスとは
ハイドロフォーミングは1940年代末から1950年代初めにかけて、プレス加工ができない非対称あるいは不定形の絞り部品や部品を比較的少量生産できるコスト効果の高い方法として開発されたものです。
ハイドロフォーミングプロセスの動作原理
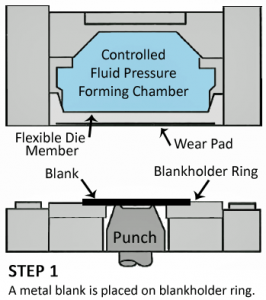
A hydroforming press operates like the upper or female die element. これは、オイルの加圧された成形室、ゴム製ダイヤフラムおよび摩耗パッドで構成されています。 下部または雄型エレメントは、パンチとリングに置き換えられます。 パンチは油圧ピストン、およびパンチを囲むブランクホルダー、またはリングに取り付けられています。

Hydroformingプロセスは、リング上に金属ブランクを置くことによって開始します。 プレスは油室をブランクの上に下ろして閉じられます。 成形室は油で加圧され、パンチはリングを通過して成形室へと上昇します。

ダイヤフラムがブランクの全面を支えています。 上昇するパンチの周囲にブランクを形成し、ブランクはパンチの形状になる。 ハイドロフォーミングサイクルが完了すると、成形室の圧力が解放され、パンチが完成した部品から引き込まれます。