
4943フィラーは、溶接状態で引張強さとせん断強さが約25%高い溶接部を生成することができます。
アルミニウムが地殻の 8 % を占めていることをご存知ですか?
アルミニウムには、成形性、靭性、耐腐食性、軽量、強度、弾性、エネルギー吸収性など、多くの利点があります。 例えば、軽量化が重要な用途であるセミトレーラーの製造において、軟鋼とは対照的にアルミニウムから様々な部品を製造することで、側壁が1000ポンド、後部ドアが187ポンド、運転室屋根が60ポンド、車輪1つにつき30ポンドなど、大幅に重量を減らすことができます。
しかし、この材料は、溶接に関して課題がないわけではありません。 アルミニウムの低い溶融温度と高い熱伝導性のため、薄いゲージではバーンスルーを防ぎ、厚いゲージでは十分な融合または浸透を確保するために、特に注意する必要があります。 特定の合金の1つである6061-T6は、造船、自動車製造、トレーラー建設などの用途で頻繁に使用されています。
では、6XXXシリーズのアルミニウムには、どのような種類の溶加材を使用すればよいのでしょうか。 答えは、4XXX または 5XXX シリーズのフィラーメタルのどちらかです。 しかし、最終的な用途と溶接する部品の要件が依然として最も重要な要素であることを心に留めておいてください。
Common Obstacles With 6XXX Base Materials
6XXX シリーズの母材の溶接時の機械的特性は、5XXX シリーズ材料と比較して、入熱や接合設計などのさまざまな溶接変数に対してより敏感に反応します。
たとえば、6XXX シリーズ母材は、5XXX シリーズ母材よりも熱伝導率が 30 % 高く、高品質の溶接を安定して行うことがより困難になっています。 6XXX 合金の高い熱伝導率は、同じ溶け込みを得るために高い入熱を必要とし、その結果、材料が歪みやすくなります。
6XXX シリーズの母材に熱処理を使用することは、この材料の課題のいくつかに対処する 1 つの方法です。 6XXX 母材を溶接すると、熱影響部 (HAZ) の微細構造が劣化し、機械的特性が 30~50% 低下することがあります。 溶接前にT6調質であれば、溶接後に溶体化熱処理と時効処理を行うことで、T6調質に回復させることが可能です。
また、6XXXシリーズを含むあらゆる種類のアルミニウムを溶接する前に、酸化膜を除去することが重要です。 そのためには専用のステンレスブラシを使用します。 さもないと、溶接時に酸化膜を貫通させるために必要な入熱が、母材を焼き切る可能性があるからです。
正しい溶加棒の選択
6XXX シリーズのアルミの溶加棒を選択する場合、完成した溶接部がどのように使用されるかを理解することが非常に重要です。 望ましい結果が選択に影響を及ぼします。 持続的な高温にさらされるのでしょうか。 強度、延性、および靭性は重要な要件ですか? 完成した溶接部に対してどの特性が最も重要であるかを判断し、その優先順位に従って溶加棒を選択します。

6XXX系アルミニウムに使用する溶加棒を選択する場合、完成した溶接部がどのように使用されるかを理解することが非常に重要です。 4XXX および 5XXX シリーズの溶加棒は、アルミニウムの溶接に最もよく使用されます。
溶加材を選択する際には、高強度、耐割れ性、陽極酸化処理能力など、特定の溶加材が最終溶接部に特定の特性を与えるかどうかを検討する必要があります。 例えば、4XXXシリーズの溶加棒は、材料を陽極酸化した後の色合わせの能力をなくしますが、溶接を熱処理することができます。 逆に、5XXXシリーズのフィラーメタルは、アルマイト処理後のカラーマッチングは可能ですが、溶接後の熱処理はできません(5554を除く)。
6XXX系アルミニウムの溶接には、4XXX系および5XXX系の溶加棒が最も一般的に使用されます。 溶加棒の選択が以下にどのように影響するかは、選択の際にアルミニウム溶加棒選択チャートまたはガイドを参照してください。
- 割れ感受性
- 強度
- 延性
- 耐食性
- 高温・低温特性
- 耐熱性
- 高温特性
- 低温特性
- 低温特性
- 低温特性耐熱性
- アルマイト後の色調
- 溶接後熱処理
- 靭性
4XXXシリーズ・フィラーメタル。 6XXXアルミニウムに使用する4XXX系溶加棒を選択する場合、4043および4943が最も一般的な選択肢となります。
4043 充填材は、優れた耐割れ性と耐食性、溶接後の熱処理への耐性、150~350°F の高温用途での性能、および延性などの利点を備えています。 しかし、4043は溶接後に部品を陽極酸化する際に5XXXフィラーのような色合わせができず、強度も5XXXフィラーに比べ低い。
4943 溶加剤は 4043 と同じ特徴を持ちますが、熱処理への反応が良くなっています。
希釈プロセス(母材中の元素と溶加材中の元素が結合する)は、アルミニウム溶接の最終化学組成および強度などの機械的性質に影響します。 希釈度や溶接強度は推定できますが、トーチの角度、移動速度、アンペア数など、作業者による多くの変動要因が溶け込み深さに影響し、それが希釈度に影響します。 その結果、計算通りの希釈率が得られるとは限 らない。 4943の溶加材を使用することで、強度の問題から推測を取り除くことができます。
4943 溶加材を使用すると、溶接状態で約 25% 高い引張強度とせん断強度を持つ溶接を行うことができます。 この溶加棒は4043と同じ電圧とワイヤ送給速度で使用できます。 4043と比較して、流動性が高く、収縮率が低く、溶接ヒュームが少ないのが特徴です。 また、マグネシウム含有量が3%未満の1XXX、3XXX、5XXX母材(5052等)や6XXX母材の溶接にも使用できます。
一般に4XXX系溶加棒は5XXX系溶加棒に比べて溶接の変色やスマットが少なく、溶接後の後始末にかける時間や費用を削減することができる。
5XXXシリーズのフィラーメタル。 6XXXアルミニウム母材の溶接に使用できる5XXXフィラーメタルのオプションが多数あります。 一般的な選択肢は5356と5556の2つです。
6XXXシリーズを溶接する場合、5356溶加材は良好な耐割れ性と強度、優れた延性、許容できる耐食性、陽極酸化後の優れたカラーマッチング能力、および優れた靭性を提供します。
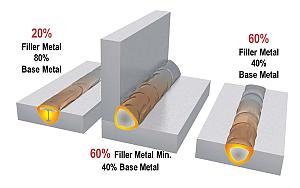
母材中の元素が溶加材中の元素と結合する希釈は、アルミニウム溶接部の最終化学組成および強度を含む機械的性質に関与している。 この図は、左から右へ、問題が発生する可能性のある最も望ましくない希釈率から、健全な溶接のためのより良い希釈率を示しています。
5556 溶加金属は 5356 と同様の耐割れ性、延性および耐食性を備えていますが、さらに高い強度も提供しています。 5356合金と同様、高温用途や溶接後の熱処理には耐えられませんが、陽極酸化後の色合わせは良好です。
別の5XXXシリーズ金属フィラー-5554-は、高温用途や溶接後の熱処理に耐えられる唯一の5XXXシリーズ金属フィラーですが、それほど広く使用されているわけではありません。
ベストマッチを見つける
アルミニウム用金属フィラーを選択する際、万能な解決策はないことがわかります。 正しい選択を行うには、溶接部分の動作条件と最終用途が重要な要素となります。
サポートのため、またどの分類の溶加金属が最適なオプションであるかを判断するために、信頼できる溶加金属メーカーまたは溶接販売業者に相談してください。
ある溶加金属がより高い強度または靭性を提供する一方で、別の溶加金属はより優れた耐食性または延性を提供することがあります。 目標は、製品とその意図された用途の要件を満たすことが最も可能な溶接を生成するアルミニウム合金を選択することです。