Mikä on hydroforming-prosessi
Hydroforming kehitettiin 1940-luvun lopulla ja 1950-luvun alussa kustannustehokkaaksi keinoksi valmistaa suhteellisen pieniä määriä piirrettyjä tai epäsymmetrisiä tai epäsäännöllisiä ääriviivoja omaavia osia, jotka eivät sovellu leimaamiseen. Käytännöllisesti katsoen kaikkia kylmämuovaukseen kykeneviä metalleja, kuten alumiinia, messinkiä, hiili- ja ruostumatonta terästä, kuparia ja lujia seoksia, voidaan hydromuovata.
Hydromuovausprosessin toimintaperiaate
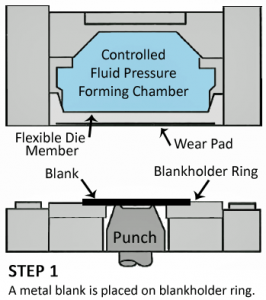
Hydromuovauspuristimella toimitaan kuten ylemmällä tai naaraspuolisella muotin elementillä. Se koostuu paineistetusta muotoilukammiosta, jossa on öljyä, kumikalvo ja kulutustyyny. Alempi tai urosmuottielementti, korvataan rei’ällä ja renkaalla. Lyönti on kiinnitetty hydrauliseen mäntään ja aihionpidikkeeseen eli renkaaseen, joka ympäröi lyöntiä.

Vesimuovausprosessi aloitetaan asettamalla metallinen aihio renkaaseen. Puristin suljetaan, jolloin öljykammio lasketaan aihion päälle. Muotoilukammio paineistetaan öljyllä samalla, kun reikä nostetaan renkaan läpi ja muotoilukammioon. Koska tämän muokkausmenetelmän naarasosa on kumia, aihio muokataan ilman leimaamiseen liittyviä naarmuja.

Hydromuokkausprosessikaavio – Vaihe 3
Hydromuotoilukalvo kannattelee aihion koko pintaa. Se muotoilee aihion nousevan stanssin ympärille, ja aihio ottaa stanssin muodon. Kun vesimuovaussykli on päättynyt, paine muokkauskammiossa vapautuu ja stanssi vedetään pois valmiista kappaleesta.
