Qué es el proceso de hidroconformado
El hidroconformado se desarrolló a finales de los años 40 y principios de los 50 para proporcionar un medio rentable de producir cantidades relativamente pequeñas de piezas estiradas o piezas con contornos asimétricos o irregulares que no se prestan al estampado. Prácticamente todos los metales susceptibles de ser conformados en frío pueden ser hidroconformados, incluyendo el aluminio, el latón, el acero al carbono y el acero inoxidable, el cobre y las aleaciones de alta resistencia.
Principio de funcionamiento del proceso de hidroconformación
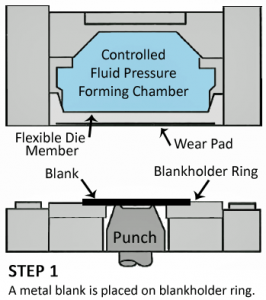
Una prensa de hidroconformación funciona como el elemento de matriz superior o hembra. Consiste en una cámara de formación presurizada de aceite, un diafragma de goma y una almohadilla de desgaste. El elemento de matriz inferior o macho, se sustituye por un punzón y un anillo. El punzón está unido a un pistón hidráulico, y el soporte de la pieza en bruto, o anillo, que rodea al punzón.

El proceso de hidroconformado comienza colocando una pieza en bruto de metal en el anillo. La prensa se cierra haciendo descender la cámara de aceite sobre la pieza en bruto. La cámara de conformación se presuriza con aceite mientras el punzón se eleva a través del anillo y dentro de la cámara de conformación. Como la parte hembra de este método de conformación es de goma, la pieza en bruto se forma sin los arañazos asociados al estampado.

El diafragma soporta toda la superficie de la pieza en bruto. Forma la pieza en bruto alrededor del punzón ascendente, y la pieza en bruto adopta la forma del punzón. Cuando el ciclo de hidroconformación está completo, la presión en la cámara de conformación se libera y el punzón se retira de la pieza terminada.
