Hvad er Hydroformingsprocessen
Hydroformning blev udviklet i slutningen af 1940’erne og begyndelsen af 1950’erne for at give et omkostningseffektivt middel til at fremstille relativt små mængder af tegnede dele eller dele med asymmetriske eller uregelmæssige konturer, der ikke egner sig til stempling. Stort set alle metaller, der kan koldformes, kan hydroformes, herunder aluminium, messing, kulstofstål og rustfrit stål, kobber og legeringer med høj styrke.
Arbejdsprincip for hydroformningsprocessen
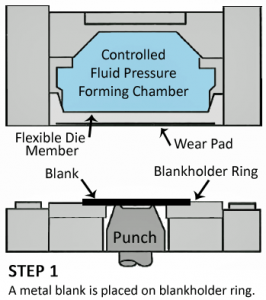
En hydroformningspresse fungerer som det øverste eller kvindelige matriceelement. Den består af et formningskammer med olie under tryk, en gummimembran og en slidpude. Det nederste eller mandlige matriceelement, er erstattet af et stempel og en ring. Stemplet er fastgjort til et hydraulisk stempel, og den blanke holder, eller ring, som omgiver stemplet.

Hydroformingsprocessen begynder ved at placere en metalblanket på ringen. Pressen lukkes og bringer oliekammeret ned på toppen af rommen. Formningskammeret sættes under tryk med olie, mens stemplet løftes gennem ringen og ind i formningskammeret. Da den kvindelige del af denne formningsmetode er af gummi, dannes blanket uden de ridser, der er forbundet med stempling.

Membranen støtter hele overfladen af blanket. Det former templet omkring det stigende stempel, og templet antager stemplets form. Når hydroformningscyklussen er afsluttet, slipper trykket i formningskammeret, og stemplet trækkes tilbage fra den færdige del.
