Vad är hydroformningsprocessen
Hydroformning utvecklades i slutet av 1940-talet och början av 1950-talet för att tillhandahålla ett kostnadseffektivt sätt att tillverka relativt små mängder av ritade delar eller delar med asymmetriska eller oregelbundna konturer som inte lämpar sig för stansning. Praktiskt taget alla metaller som kan kallformas kan hydroformas, inklusive aluminium, mässing, kolstål och rostfritt stål, koppar och höghållfasta legeringar.
Arbetsprincipen för hydroformningsprocessen
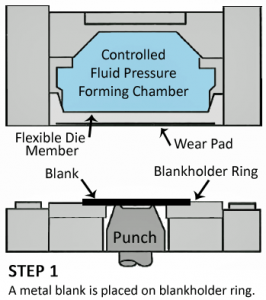
En hydroformningspress fungerar som den övre eller kvinnliga matrisdelen. Den består av en trycksatt formningskammare med olja, ett gummimembran och en slitkudde. Den nedre eller manliga matrisdelen, ersätts av en stans och en ring. Stansen är fäst vid en hydraulisk kolv och blankhållaren, eller ringen, som omger stansen.

Hydroformningsprocessen inleds med att en metallblankett placeras på ringen. Pressen stängs och oljekammaren läggs ner ovanpå blanketterna. Formningskammaren trycks med olja medan stansen lyfts upp genom ringen och in i formningskammaren. Eftersom den kvinnliga delen av denna formningsmetod är av gummi, formas blankan utan de repor som är förknippade med stansning.

Membranet stödjer hela ytan på blankan. Det formar blankan runt den stigande stansen, och blankan antar stansens form. När hydroformningscykeln är avslutad släpper trycket i formningskammaren och stansen dras tillbaka från den färdiga delen.

.