Cos’è il Processo di Idroformatura
L’idroformatura è stata sviluppata alla fine degli anni ’40 e all’inizio degli anni ’50 per fornire un mezzo conveniente per produrre quantità relativamente piccole di parti trafilate o parti con contorni asimmetrici o irregolari che non si prestano allo stampaggio. Praticamente tutti i metalli che possono essere formati a freddo possono essere idroformati, inclusi alluminio, ottone, acciaio al carbonio e inossidabile, rame e leghe ad alta resistenza.
Principio di funzionamento del processo di idroformatura
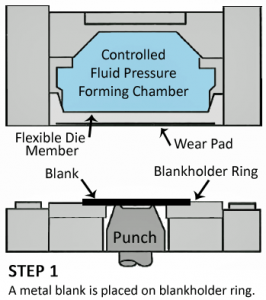
Una pressa di idroformatura funziona come l’elemento superiore o femmina dello stampo. Questo consiste in una camera di formazione pressurizzata di olio, un diaframma di gomma e un cuscinetto di usura. La matrice inferiore o maschio è sostituita da un punzone e un anello. Il punzone è attaccato a un pistone idraulico, e il supporto del pezzo grezzo, o anello, che circonda il punzone.

Il processo di idroformatura inizia mettendo un pezzo grezzo di metallo sull’anello. La pressa viene chiusa portando la camera d’olio in basso sopra il pezzo grezzo. La camera di formatura viene pressurizzata con olio mentre il punzone viene sollevato attraverso l’anello e nella camera di formatura. Dato che la parte femmina di questo metodo di formazione è in gomma, il pezzo grezzo è formato senza i graffi associati allo stampaggio.

Il diaframma supporta l’intera superficie del pezzo grezzo. Forma il pezzo grezzo intorno al punzone che sale, e il pezzo grezzo prende la forma del punzone. Quando il ciclo di idroformatura è completo, la pressione nella camera di formatura viene rilasciata e il punzone viene ritirato dal pezzo finito.
